


 电化铝分切机
电化铝分切机 烫金纸分切机
烫金纸分切机 电化铝烫印箔分切机
电化铝烫印箔分切机 金箔分切机 RSDS7-1350
金箔分切机 RSDS7-1350 烫金箔分切机
烫金箔分切机


服务热线
180-5003-0233
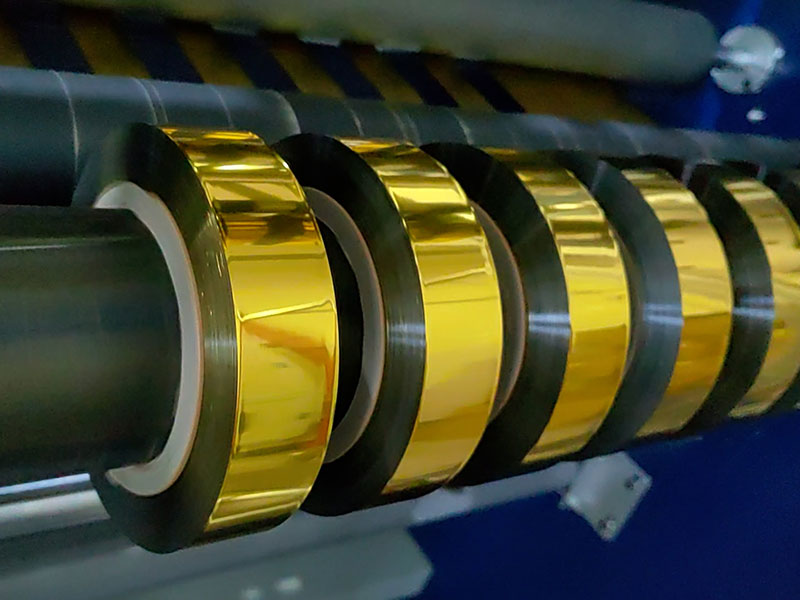
在现代包装印刷和装饰材料行业中,烫金工艺以其独特的金属光泽和奢华质感,成为提升产品附加值的重要手段。而烫金箔分切机作为这一工艺的核心设备,其正确的安装与精细的调试直接决定了生产效率和产品质量。本文将系统性地解析烫金箔分切机从开箱到稳定运行的全过程,助您从入门迈向精通。

第一阶段:前期准备与基础认知
1.1 设备认知
在安装前,首先需了解烫金箔分切机的基本构成:
• 放卷系统:承载原料卷材,配备张力控制装置
• 牵引系统:确保材料平稳输送
• 分切系统:核心部分,包括圆刀、平刀或激光分切装置
• 收卷系统:完成分切后材料的整齐收卷
• 控制系统:PLC、人机界面及各类传感器
• 辅助系统:除尘、纠偏、检测装置
1.2 环境与基础设施准备
• 场地要求:平整坚固的水泥地面,承重能力符合设备要求
• 空间布局:预留设备四周至少1米的操作维护空间
• 电力配置:按照设备铭牌要求配置稳压电源和接地系统
• 气源准备:多数分切机需要干燥洁净的压缩空气(0.6-0.8MPa)
• 环境控制:温度20-26℃,湿度50%-65%RH,避免粉尘污染

第二阶段:系统化安装流程
2.1 开箱验收与核对
• 对照装箱清单逐一清点部件、工具和资料
• 检查设备外观是否有运输损伤
• 核对设备型号、规格是否符合采购要求
2.2 基础定位与水平校正
• 使用专业搬运工具将主机移至预定位置
• 采用高精度水平仪(精度0.02mm/m)调整地脚螺栓
• 确保设备纵向和横向水平误差不超过0.05mm/m
2.3 机械部件组装
放卷机构安装:
1. 安装放卷气胀轴,确保与轴承座同心度≤0.03mm
2. 调整张力检测辊平行度,误差不超过0.02mm
3. 安装磁粉制动器并连接冷却管路
分切单元安装:
1. 根据分切宽度要求安装刀座
2. 安装分切刀片,注意刀刃角度(通常18-22°)
3. 调整上下刀间隙,初始设置为0.03-0.05mm
4. 安装毛刷或压辊,避免金箔切屑粘连
收卷机构安装:
1. 安装收卷轴,检查径向跳动(≤0.02mm)
2. 设置收卷初始张力,通常为材料张力的80%
3. 安装表面卷取或中心卷取装置
2.4 电气与气动系统连接
• 按照电气图纸连接主电源和控制线路
• 可靠接地,接地电阻≤4Ω
• 连接气路管道,安装三联件(过滤器、减压阀、油雾器)
• 布置传感器线路,注意屏蔽和走线规范

第三阶段:精细化调试与参数优化
3.1 空载试运行
1. 点动测试各电机转向是否正确
2. 低速运行(10-20米/分钟),检查有无异常声响
3. 测试紧急停止按钮和所有安全防护装置
3.2 机械参数初步调整
分切精度调整:
1. 使用10米标准测试材料进行试切
2. 测量分切条宽度,调整分切刀位置
3. 目标精度:常规产品±0.1mm,精密产品±0.05mm
张力系统调试:
1. 设定放卷初始张力(通常1-2N/mm²)
2. 调整张力锥度曲线(线性或指数衰减)
3. 测试张力波动,控制在设定值的±5%以内
3.3 带料试运行与工艺优化
试切准备:
1. 选择代表性的金箔材料(建议从常规PET电化铝开始)
2. 安装材料,确保走料路径正确
3. 设置初步工艺参数:速度、张力、温度(如需热切)
分切质量调试:
1. 刀片间隙优化:根据材料厚度调整
◦ 12μm以下薄膜:间隙0.02-0.03mm
◦ 12-25μm材料:间隙0.03-0.05mm
◦ 25μm以上材料:间隙0.05-0.08mm
2. 分切速度匹配:
◦ 普通金箔:80-150米/分钟
◦ 激光全息箔:60-100米/分钟
◦ 特殊转移箔:50-80米/分钟
3. 收卷质量调整:
◦ 调整收卷压力梯度
◦ 优化卷取初始张力(通常为分切张力的120%)
◦ 设置合适的卷曲锥度(10-30%)
3.4 自动化功能调试
• 纠偏系统调试:设置合适的检测灵敏度
• 计长设定:校准编码器,误差控制在0.1%以内
• 自动换卷参数:设定合适的搭接时间和重叠量
• 质量检测系统:调整相机或光电传感器的灵敏度

第四阶段:常见问题诊断与解决方案
4.1 分切质量问题
毛边/锯齿边:
• 原因:刀片钝化、间隙过大、材料张力不足
• 解决方案:更换刀片、调整间隙、增加张力
切不断/粘连:
• 原因:刀片间隙过小、刀刃角度不合适
• 解决方案:增大间隙至0.02mm、调整刀刃角度
卷曲不整齐:
• 原因:收卷张力不均、卷芯偏心、材料静电
• 解决方案:调整张力曲线、更换卷芯、安装静电消除器
4.2 运行稳定性问题
张力波动大:
• 检查制动器/离合器性能
• 校准张力传感器
• 优化PID参数
纠偏系统振荡:
• 降低系统灵敏度
• 检查液压/气动执行机构
• 调整控制器死区范围

第五阶段:日常维护与精通提升
5.1 预防性维护计划
• 每日:清洁设备、检查气源三联件、润滑关键部位
• 每周:检查刀片磨损、校准传感器、测试安全装置
• 每月:检查传动部件磨损、清洁电气柜、备份参数
• 每季度:全面检修、更换易损件、系统精度校准
5.2 高级优化技巧
材料适应性的精细化调整:
针对不同类型的金箔材料(普通电化铝、激光全息箔、数码烫印箔等),建立专属的工艺参数数据库,记录不同材料的最佳张力曲线、分切速度和刀片参数。
节能与效率提升:
• 优化加速/减速曲线,减少材料浪费
• 实施预测性维护,基于运行数据预判故障
• 整合自动化上下料系统,减少人工干预
质量监控智能化:
• 集成在线检测系统,实时监控分切质量
• 利用机器视觉检测边缘质量和表面缺陷
• 建立SPC统计过程控制,实现质量趋势预警
结语:从操作者到工艺专家
烫金箔分切机的安装调试不仅是机械过程,更是对材料特性、机械原理和工艺参数的深刻理解过程。从初期的严格按照规程操作,到中期的故障诊断与排除,再到后期能够根据材料变化灵活调整参数、优化工艺流程——这条精通之路,需要持续的实践、记录和反思。
随着设备数字化、智能化水平的不断提升,现代分切机操作者也需要不断更新知识体系,掌握数据分析、智能维护等新技能。当您能够从容应对各种特殊材料的分切挑战,能够从产品微观质量反推工艺优化方向时,便真正实现了从入门到精通的蜕变,成为这一领域的真正专家。
记住:卓越的分切质量来自于对每一个细节的精确把控,来自于对机器与材料之间“对话”的深刻理解。在这条精益求精的道路上,每一次调试都是向完美靠近的一步。