

 电化铝分切机
电化铝分切机 烫金纸分切机
烫金纸分切机 电化铝烫印箔分切机
电化铝烫印箔分切机 烫金膜分切机
烫金膜分切机 金箔分切机 RSDS7-1350
金箔分切机 RSDS7-1350 烫金箔分切机
烫金箔分切机


服务热线
180-5003-0233
在奢侈品包装、高端烟酒礼盒、精装书籍封面以及各类防伪标签上,那一层流光溢彩、细腻均匀的烫金层,往往决定了产品第一眼的价值感。然而,很少有人知道,这种极致平整、无瑕的烫金效果,其源头并非仅仅来自烫金版或烫金机的压力控制,而更多地取决于一个幕后关键环节——烫金箔分切过程中的微张力控制。

烫金箔:极薄材料中的“娇贵”代表
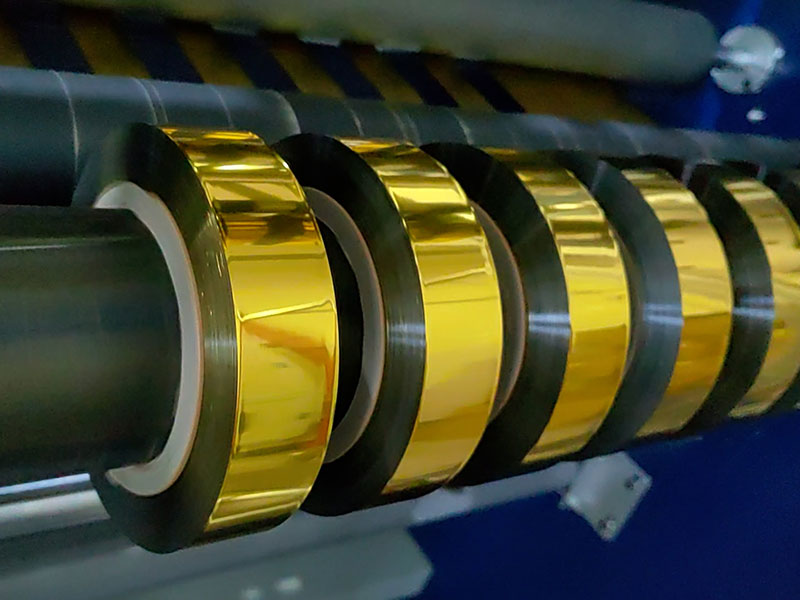
烫金箔(又称电化铝烫印箔)通常由多层不同材料复合而成:基层PET薄膜、离型层、色层、镀铝层和热熔胶层。其总厚度往往只有12–50微米,比头发丝还细。这种多层结构决定了它对机械应力极其敏感——张力过大,箔带会拉伸变形,甚至断裂,造成图案错位或烫印残缺;张力过小,箔带走偏、起皱、松弛,导致烫印时出现“烫糊”或“缺笔断画”。
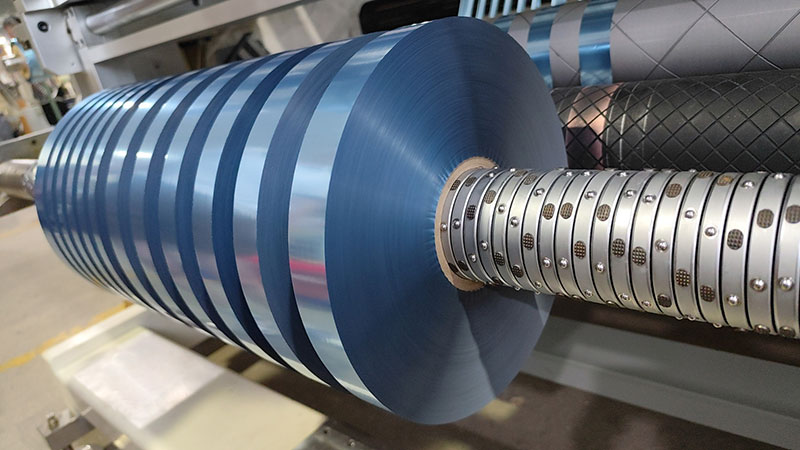
尤其是在分切环节——将宽幅大卷母卷分切成客户所需的窄卷时,箔带处于高速运行状态,任何微小的张力波动都会被放大,最终反映在成品烫印质量上。
微张力控制的难点:为什么传统方法行不通?
在普通材料分切中,张力控制可以容忍一定的波动范围,通常控制在设定值的±5%–10%即可。但对于烫金箔,要求往往苛刻到±0.5%以内,甚至更严。

难点体现在三个方面:
1. 超低张力范围:烫金箔分切时的运行张力通常只有几牛顿到十几牛顿(相当于几十克力到一两公斤力)。在这个量级上,传感器本身的噪音、机械摩擦、气浮辊的气压波动,都会成为干扰因素。
2. 材料刚度极低:烫金箔几乎没有抗弯刚度,像纸张一样柔软,但又比纸张更薄、更易拉伸。分切刀口处的微小振动就能引发张力波动链式反应。
3. 高速与动态响应:现代分切机速度可达300–600米/分钟。在这个速度下,张力闭环控制回路的响应时间必须在毫秒级别。普通PID控制器容易产生超调或震荡。
解决方案:微张力控制系统的核心技术
为了实现可靠的微张力控制,高端烫金箔分切机集成了以下几项关键技术:
1. 精密张力传感器
采用低滞后、高过载保护的应变片式传感器,量程专门匹配烫金箔张力范围(如0–50N),分辨率可达0.01N。传感器直接安装在导向辊轴承座下方,最大限度减少传动损失。部分高端机型还会配置气浮轴承辊,将启动摩擦力降至接近零。
2. 低惯量、低摩擦执行机构
执行元件通常选用伺服电机+行星减速机驱动的收卷轴,以及磁粉离合器或伺服张力调节辊(跳舞辊)。其中,跳舞辊+气缸组合能通过位置闭环间接控制张力,尤其适合超低张力场景,因为它利用重力或低摩擦气缸产生恒定转矩,避免了电机在极低扭矩输出时的死区问题。
3. 智能控制算法
单纯的PID难以满足要求。现代系统采用自适应PID、前馈控制与模糊控制相结合的策略:
• 速度前馈:根据主机速度变化提前调整收卷转矩,减少滞后。
• 锥度张力控制:随着收卷直径增大,自动递减张力,防止内层箔被压伤或出现“菊花芯”状卷曲。
• 卷径计算补偿:通过超声波或编码器实时计算卷径,修正转矩指令。
4. 分切刀与张力区的隔离设计
圆刀或剃刀分切组件与张力检测区之间设置隔离辊或浮动辊,避免切刀产生的轴向力与径向振动反馈到张力传感器上,形成正反馈振荡。
实际应用效果:从数据看差距
在未配置微张力控制的普通分切机上分切12μm烫金箔,张力波动常达到±3%–5%,成品卷端面不齐,烫印时出现明显色差和“跳金”。而采用精密微张力控制的高端分切机,可将张力波动压缩到±0.3%以内。
以某国际品牌烫金箔为例:同一母卷分切出的窄卷,在微张力控制机上生产的成品,烫印废品率由3.2%降至0.4%,且可实现每卷12000米以上无接头连续分切,极大提高了下游烫金企业的连续生产效率和材料利用率。
结语:看不见的功力,看得见的品质
当我们拿起一盒精致的烫金名片,或欣赏一瓶限量版洋酒包装上华美的金色徽标时,很少有人会想到,这份光泽均匀、轮廓锐利的背后,是一台分切机在高速运转中,用克级别的力量拿捏着极薄箔带的平稳运行。
微张力控制,这项看似冷门的工程技术,恰恰是烫金箔从“能用”迈向“高端”的一座隐形桥梁。它不炫技,不张扬,却决定了烫金材料能否在瞬息之间,完美地附着于纸张或薄膜之上,成就视觉上的那一点金碧辉煌。
在这个追求极致表面处理与品牌质感的时代,烫金箔分切机的微张力控制,正默默扮演着“幕后功臣”的角色——没有它,再好的烫金设计,也只是一纸空谈。