


 电容器薄膜分切机
电容器薄膜分切机 电容膜分切机
电容膜分切机 新能源超薄膜分切机
新能源超薄膜分切机 pet薄膜分切机
pet薄膜分切机 离型膜分切机
离型膜分切机 塑料薄膜分切机
塑料薄膜分切机


服务热线
180-5003-0233
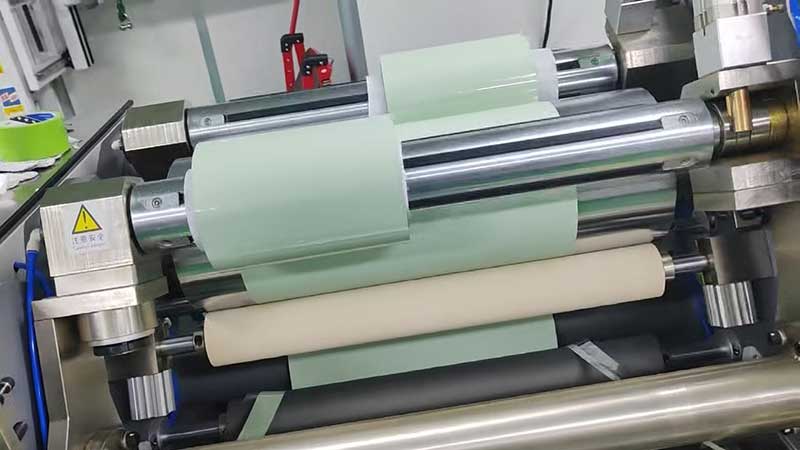
在PET薄膜的加工过程中,分切后的收卷端面不齐是常见且令人头疼的问题。端面参差不齐不仅影响产品外观,更会导致下游客户在放卷时出现跑偏、起皱甚至断膜,直接影响产品合格率和客户满意度。
那么,如何有效解决这一问题?以下三招经过实战验证,能显著提升PET薄膜分切收卷的整齐度。

第一招:精准控制收卷张力,建立“锥度张力曲线”
端面不齐最根本的原因往往是张力控制不当。
很多操作人员习惯使用恒张力收卷,但随着卷径逐渐增大,薄膜内部应力分布会越来越不均匀,外层薄膜对内层产生挤压,直接导致端面隆起或凹陷。
正确做法:
1. 采用锥度张力控制模式:随着收卷直径增加,按一定比例逐渐降低收卷张力。通常锥度值设置在70%-90%之间,具体根据薄膜厚度和材质调整。
2. 区分张力段:PET薄膜较薄(常见12μm-250μm),张力过大会导致拉伸变形,过小则收卷松散。建议初始张力控制在薄膜断裂张力的10%-15%为宜。
3. 使用闭环张力控制系统:配备张力传感器实时反馈,确保加减速及恒速阶段的张力稳定性。
效果:锥度张力能有效平衡内外层应力,使收卷卷芯紧实、外圈适度松弛,端面自然平整。

第二招:优化压辊与导向系统,消除“气隙”与“抖动”
即便张力控制精准,如果压辊和导向辊状态不佳,端面不齐的问题依然难以根除。薄膜在进入收卷轴前的任何横向偏移或空气夹带,都会直接反映在端面上。
关键措施:
1. 调整压辊压力与平行度:压辊的作用是挤出层间空气,确保薄膜紧密贴合。压辊与收卷轴必须严格平行,两端压力差不超过5%。压力过大会在膜面留下压痕,过小则无法有效排气。
2. 检查导向辊的水平与跳动:所有导向辊的水平度偏差应小于0.1mm/m,径向跳动控制在0.05mm以内。任何微小偏心都会周期性地扰动薄膜横向位置。
3. 增加静电消除装置:PET薄膜易产生静电,静电会导致薄膜吸附灰尘并相互排斥或吸引,破坏整齐排列。在收卷前安装静电消除棒,能显著改善层间贴合。
效果:消除横向抖动和空气夹带后,每一圈薄膜都能精确落在预定位置,端面如刀切般平整。

第三招:科学设定分切参数与刀具状态,杜绝“边缘毛刺”
很多人忽略了一个事实:端面不齐往往从切边质量就开始埋下隐患。如果薄膜边缘存在毛刺、熔边或波浪边,收卷时这些缺陷会逐层累积放大,最终表现为严重的端面参差。
具体操作:
1. 保持刀具锋利且间隙合理:圆刀或平刀的刀刃应定期研磨,刀片与底刀的搭接量控制在0.5-1.0mm,侧向间隙根据薄膜厚度调整为0.02-0.05mm。钝刀会产生拉伸毛边,间隙不当则产生压痕或碎屑。
2. 控制分切速度与材料匹配:高速分切时(通常200-500m/min),摩擦热可能导致PET薄膜边缘软化卷曲。建议对于厚度小于50μm的薄膜适当降速,或采用冷却风刀辅助散热。
3. 检查膜卷的母卷质量:如果母卷本身就存在厚薄不均、硬块或翘边问题,分切后无论如何调整都无法得到整齐端面。必要时应对母卷进行复卷预处理。
效果:干净、平直、无毛边的切边是收卷整齐的前提。边缘质量过关后,端面整齐度至少提升50%。

综合建议
解决PET薄膜分切收卷端面不齐,不能指望单一手段。张力是根本,压辊与导向是保障,刀具与分切参数是前提。建议按以下顺序排查优化:
1. 先检查刀具和分切参数,确保切边质量;
2. 再调整导向辊和压辊,消除机械抖动;
3. 最后优化张力曲线,实现应力均匀分布。
很多工厂通过上述三招的落地实施,将PET薄膜分切端面不齐的不良率从5%以上降低到了1%以内,效果立竿见影。如果你的生产线也存在类似问题,不妨从今天开始逐项检查并调整。