


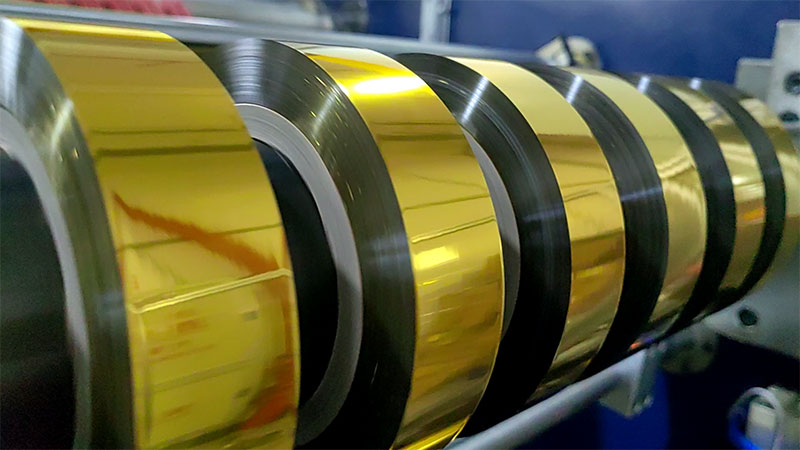
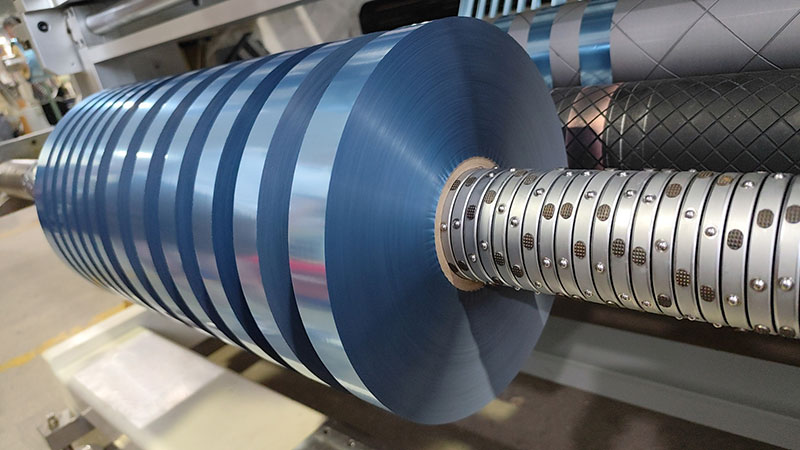
 电化铝分切机
电化铝分切机 烫金纸分切机
烫金纸分切机 电化铝烫印箔分切机
电化铝烫印箔分切机 烫金膜分切机
烫金膜分切机 烫金箔分切机
烫金箔分切机 四轴一寸收卷分切机
四轴一寸收卷分切机


服务热线
180-5003-0233
当前系统问题分析
1. 张力波动导致材料拉伸或松弛
2. 分切精度不足造成边缘浪费
3. 启动/停止阶段材料损耗较高
4. 不同材料特性适应能力不足

优化方案
1. 张力控制系统升级
• 多段闭环控制:在放卷、牵引和收卷环节分别设置张力检测点
• 自适应PID算法:根据材料特性和运行速度自动调整控制参数
• 动态补偿机制:对加减速过程中的惯性力进行实时补偿
2. 硬件改进
• 更换高精度张力传感器(±0.1%精度)
• 安装无刷电机驱动系统,提高响应速度
• 增加边缘位置检测CCD,实现自动纠偏
3. 材料特性数据库
• 建立不同金箔材料的张力-伸长率曲线数据库
• 根据材料批次自动调用最佳张力参数
• 记录生产数据持续优化参数设置
4. 操作优化
• 开发自动穿料程序,减少人工干预
• 优化加速/减速曲线,减小冲击
• 实现自动接料功能,减少停机时间
预期效果
• 材料浪费减少30-45%
• 产品合格率提升至99.2%以上
• 换型时间缩短40%
• 系统能耗降低15%
实施步骤
1. 现有系统评估与数据采集(1-2周)
2. 硬件升级与安装(1周)
3. 控制系统软件更新与调试(2周)
4. 操作人员培训(3天)
5. 试运行与参数微调(1周)
6. 正式投产与持续优化
需要更详细的某方面信息或具体技术参数,可以进一步补充说明。